 |
 |
Making hand wheels for steam
valves
| This
page details how I made
a set of hand wheels to suit the R A Barker manifold globe valves that
I fitted to my Stafford 'Gentoo', however you can obviously change the
dimensions to suit your own requirements. |
 Start
by facing off a length of 1 3/4" round brass bar at both ends so that
you have at least 30mm plus the amount needed to hold it in your lathe
chuck for turning. The bar then needs to be set up on the
vertical milling
machines rotary table for drilling, and if like me your table has a 4
jaw chuck you will need to use a dial gauge to centre the bar in the
chuck. Then centre the bar under the drill chuck mounted on
the
vertical mill's arbor, lock the Y axis table slide and "zero" the X
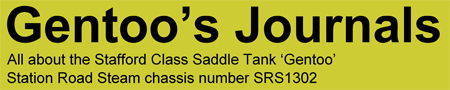
axis readout. Start
by facing off a length of 1 3/4" round brass bar at both ends so that
you have at least 30mm plus the amount needed to hold it in your lathe
chuck for turning. The bar then needs to be set up on the
vertical milling
machines rotary table for drilling, and if like me your table has a 4
jaw chuck you will need to use a dial gauge to centre the bar in the
chuck. Then centre the bar under the drill chuck mounted on
the
vertical mill's arbor, lock the Y axis table slide and "zero" the X
axis readout.Move the X axis of the table 11.75mm and drill a ring of six 10mm diameter holes to a depth of 30mm (angular spacing 60 degrees). Then move the X axis a further 8.5mm (total 20.25mm from the original "zero" position) and drill a ring of thirty 3mm diameter holes to a depth of 30mm (angular spacing 12 degrees). The bar can then be removed from the chuck and is ready for more turning on the lathe. |
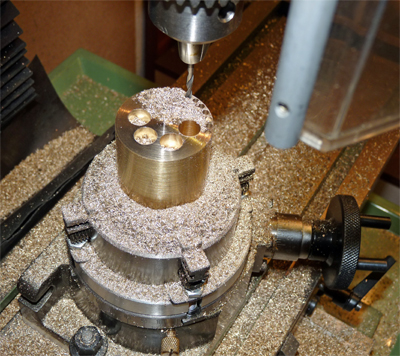
 The
bar is now returned to the lathe and as shown in the photo a form tool
with 1.5mm radius corners is used to turn the recess in the hand wheel
face to a depth of 1.5mm. The outer diameter of the recess is
33.5mm (e.g. it aligns with the outer edges of the 10mm holes) while
the inner diameter of the recess is 8.0mm to form the centre boss. The
bar is now returned to the lathe and as shown in the photo a form tool
with 1.5mm radius corners is used to turn the recess in the hand wheel
face to a depth of 1.5mm. The outer diameter of the recess is
33.5mm (e.g. it aligns with the outer edges of the 10mm holes) while
the inner diameter of the recess is 8.0mm to form the centre boss.Now drill and tap the centre of the bar 4 BA so that the finished hand wheel can be mounted on the R A Barker valve spindles. I drilled the hole 30mm deep but the tap will have to be used after each hand wheel has been cut from the bar because the tap will not normally allow such a deep hole to be tapped. The first hand wheel now needs to be parted off from the bar, but as I did not have a parting tool that could cut deep enough I removed the bar from the lathe and used a hacksaw. The finished hand wheel is to be 4mm thick, so a 4.5mm thick slice needs to be sawn off the bar. I find that the easiest way to guide the saw is to take a strip of paper with a good straight edge and wrap it around the bar, aliging the straight edge as it completes a couple of turns around the bar. This gives a perfect guide line for sawing. Once cut off I put the uncompleted hand wheel to one side while I used the already setup lathe to machine the top face of the other three hand wheels I was making. Finally I placed a short length of 4BA steel studding in the lathe jaws and screwed a part machined hand wheel onto the studding with the rough side ready for machining. The hand wheel was faced off to be 4mm thick, and its outer diameter turned to 40.5mm. |
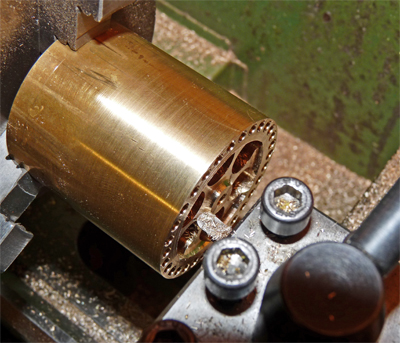
 This
photo shows a completed hand wheel ready for painting. After
it
had been removed from the 4BA studding on the lathe a few strokes of a
fine Swiss File were used on each of the outer rim indentations to
smooth them off, and all other burrs or sharp edges were also removed.
The hand wheel was eventually etch primed using ACID 8
aerosol
paint and then top coated using Halfords aerosol car paint, in my case
bright red. This
photo shows a completed hand wheel ready for painting. After
it
had been removed from the 4BA studding on the lathe a few strokes of a
fine Swiss File were used on each of the outer rim indentations to
smooth them off, and all other burrs or sharp edges were also removed.
The hand wheel was eventually etch primed using ACID 8
aerosol
paint and then top coated using Halfords aerosol car paint, in my case
bright red. |